【トピックス】
ソフトバイオマスからのバイオ燃料製造技術とRITEの研究開発
城島 透、湯川英明
地球環境産業技術研究機構 (RITE)
1.はじめに
現在、バイオエタノールやバイオディーゼルの利用が大きな話題となっている。国内では、近年の石油価格の高騰や地球温暖化に対する意識の向上が契機となっているが、米国では1990年代よりバイオエタノールを含め、バイオマスからのエネルギーや化成品の大規模製造を新規コンセプトの「バイオリファイナリー」として注目し、国家戦略として技術開発を強力に推進してきた。
こうした背景から、バイオエタノールの市場規模は予測を上回るペースで拡大している。しかしながら、バイオエタノールの生産急増は、原料作物や他の農産物価格の高騰、農地拡大による森林伐採などの環境破壊を引き起こすなど、負の側面も指摘されるようになってきた。これに対し、農業廃棄物など非可食資源であるリグノセルロース系バイオマスからのバイオ燃料製造は、LCA (Life Cycle Assessment) 評価からも高い二酸化炭素 (CO2) 排出削減効果が示されるなど、クリーンなバイオ燃料として大きな期待を集めている。
こうした状況からRITEでは、リグノセルロース系バイオマス、なかでもリグニン含有量が比較的少ないソフトバイオマスからのバイオ燃料製造技術の開発を行ってきた。本稿では、米国におけるバイオエタノールの現状と今後の動向、および我々RITEにおけるバイオ燃料製造技術の開発について紹介する。
2.米国でのバイオエタノールの現状と今後
2-1 バイオエタノールの動向
米国では1999年の大統領令を発端にバイオマスの利用技術開発が国家戦略の一つとして位置付けられ、エネルギー省や農務省などの政府機関による研究支援が強化された。2007年の一般教書演説の中でブッシュ大統領は、2017年までにガソリン使用量を20%削減するという意欲的な「Twenty in Ten」の目標を設定した。この目標は、再生可能燃料と代替燃料の併用および車両の燃費向上を通じて達成することが期待されており、エタノールはガソリン需要の代替として重要な役割を果たす。このような背景の下、バイオエタノールは、生産と消費の両面から手厚い補助を受け、生産量が増加しており、2007年の米国の年間エタノール生産量は2400万 kLを超え、包括エネルギー法案 (Energy Policy Act of 2005) における2012年度の目標値である2500万 kLにせまる勢いである。
2-2 ソフトバイオマスからのバイオエタノール生産
2007年の大統領一般教書では、10年以内にバイオエタノール等の生産量を1.3億 kLに拡大する目標が掲げられた。しかし、この目標はトウモロコシだけを原料としたものではない。もともと米国農務省は、トウモロコシからの生産量の限界を約2500~2800万 kLとし、それ以上の生産は、ソフトバイオマスを原料とする計画であった。
ソフトバイオマスとは、リグニン含量が6~13%と低い草本類や古紙などのリグノセルロース系バイオマスを指す。農業廃棄物 (稲わらやトウモロコシの茎葉など) や燃料用作物 (スイッチグラス等) を原料とするため、食料との競合を回避でき、また商品作物に比べて気候や栽培地の土質などによるハードルが低いなどの利点を持つ。そのため将来は、世界中どこでも原油価格25~35ドル/バレルをベースにしたガソリンと、コスト的にそん色ない生産が可能と見込まれている1)。
米国エネルギー省は、セルロース系バイオマスからのエタノールの商業的生産を促進するために、2007年から4年間にわたって、6件のプロジェクトに最大で3億8500万ドルの助成金の交付を発表した2)。これらのプラントが稼動すれば、年間50万kL以上のセルロース系エタノールが生産されることになり、今後さらに世界各地でセルロース系エタノールの商業生産が加速するものと考えられる。
2-3 ソフトバイオマス原料法のCO2 削減効果
2007年4月の米国環境保護庁 (EPA: Environmental Protection Agency) の調査3) において、セルロース原料のバイオエタノールは、ガソリンが排出する温室効果ガスに対し約90%の削減効果があると報告された。一方、SerchingerやFargione らの最新の調査報告では、コーンやサトウキビなどの可食資源を原料としたバイオエタノールの場合、食糧生産量を確保するため新たに森林の開墾や草原を整地し、農地の拡大を伴うことになる。そうしたことを考慮に入れると可食資源由来のバイオエタノールは、CO2排出量をむしろ増大させると報告している4,5)。また同報告は、環境への負荷が小さい農業廃棄物などを原料としたバイオ燃料は、温室効果ガスの排出削減に貢献できる可能性が高いと指摘している。このように、CO2削減効果の観点からも、セルロース原料法が、可食資源を原料としたバイオ燃料に対して優れていることは明らかであろう。
3.ソフトバイオマス原料法の開発
3-1 要素技術
ソフトバイオマスからのバイオエタノールの生産は、2つの要素技術から構成される (図1)。すなわち、糖類生成工程と、糖類からエタノールへのバイオ変換工程である。前者は使用する酵素 (セルラーゼ) のコストが鍵であり、酵素の改良や、大規模生産により大幅なコストダウンが見込まれている。従って、バイオ変換工程の確立が技術課題となる。
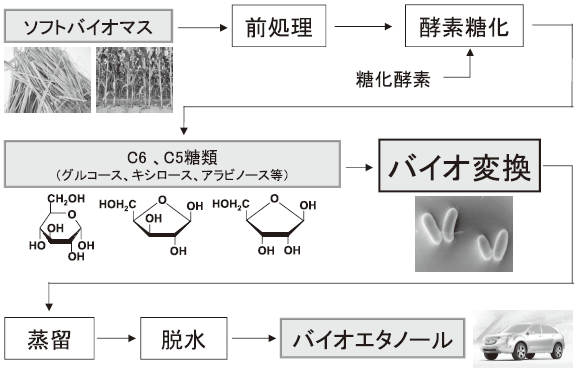
図1 ソフトバイオマスからのエタノール生産プロセス
3-2 バイオ変換工程に必須な技術特性
ソフトバイオマス原料法におけるバイオ変換工程には、次の3つの技術特性が要求される6)。
・高生産性
・C6、C5糖類の同時利用
・「発酵阻害物質」に対する耐性
ソフトバイオマスから生成する糖化液は、グルコース (C6糖) や、キシロース、アラビノース (C5糖) などが混在している。そのため、バイオ変換工程に用いる微生物は、C6、C5糖類を同時利用できることが望まれる。さらに、ソフトバイオマスからの糖類生成工程では、酵素糖化を促すために物理的・化学的前処理を行うが、この工程でフェノール類やアルデヒド類、有機酸類などが副生成する。これらの副生物は微生物に対して強力な生育阻害作用を示し、「発酵阻害物質」として大きな問題となっている。こうした発酵阻害物質に対し、耐性を持つことも必要となる。
従来の酒やワインの発酵生産に用いられてきた酵母などの微生物は、デンプン系バイオマス原料法には利用できるが、ソフトバイオマス原料法に利用するには、上述の技術特性をクリアすることが課題となっている。
4.RITEにおける技術開発
4-1 高生産性RITEバイオプロセス
筆者らは、これまでにアミノ酸の工業生産などに多用されてきたコリネ型細菌 (RITE菌:Corynebacterium glutamicum R) を用いた新規コンセプトに基づく高生産性バイオプロセス、「RITEバイオプロセス」の基盤技術を確立している7-9)。RITEバイオプロセスの高効率の鍵は、図2に示すように微生物細胞の分裂増殖を人為的に停止した状態で化合物を製造させることにある。このプロセスでは、遺伝子レベルで機能改善した微生物細胞 (C. glutamicum R) を大量に培養し、反応槽に高密度に充填する。そして細胞の分裂増殖を停止させた状態で高速度の反応を行う。これにより微生物細胞をあたかも化学プロセスにおける触媒のように利用でき、通常の化学プロセスと同等以上の生産性 (space time yield;STY, 単位反応容積の時間あたりの生産量) が実現される。また、微生物の増殖を伴わないため、副生物の生成が極めて少ないという特徴を有する。
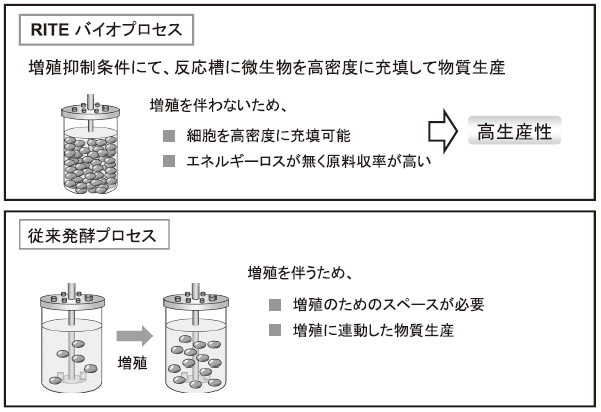
図2 RITE バイオプロセスと従来法との比較
4-2 C6、C5糖類の同時利用
RITE菌には、ソフトバイオマスに含まれるC5糖類利用のために、キシロースおよびアラビノース利用に関与する他微生物由来遺伝子を導入している10,11)。さらに、RITE菌を用いたRITEバイオプロセスにおいては、C6糖類およびC5糖類の同時利用を確認しており、効率的な原料利用が可能となっている。
4-3 発酵阻害物質に対する高度耐性
RITEバイオプロセスにおいては、フェノール類やアルデヒド類、有機酸類などの発酵阻害物質によるエタノール生産性の低下がないことを認めている12)。発酵阻害物質の作用機構は増殖阻害であり、本プロセスにおいて微生物細胞は非増殖状態にあることから、エタノール生産に影響を与えないことを明らかにした。
4-4 高生産性エタノール生産菌の開発
RITEでは近年急速に進歩したシステムバイオロジーに基づいて微生物細胞を開発するための基盤技術として、C. glutamicum Rの全ゲノム配列の解読を終了し13)、遺伝子レベルでの革新的改良法を確立している14)。この技術を応用して、コリネ型細菌にエタノール高生産性能力を付与した「エタノールRITE菌」の構築に成功した。
4-5 工業化に向けた取り組み
前述のようにRITEでは、ソフトバイオマス原料法におけるエタノール生産の要素技術の確立に目処を得たことから、早期工業化を目指し、2006年9月に (株) 本田技術研究所との共同研究開発を表明した。2007年4月より、 (株) 本田技術研究所の研究センター内において、工業化基礎検討を進めており、これまでに工業化基礎データの取得を完了した。本年より実証試験へ向けてFS (Feasibility Study) を開始する。
5.次世代バイオ燃料「バイオブタノール」
日本国内ではバイオエタノールが大いに注目されているが、欧米における基礎研究としては、バイオエタノールは「過去の話題」となりつつある。ポスト・エタノールとしては、ブタノール製法への挑戦が現在の最大のテーマである。ブタノールはエタノールと比較して、輸送用燃料として優れた特性を有している (後述)。そのため、BP (British Petroleum) 社やDuPont社などの欧米大手企業は、バイオブタノール新製造法の研究開始を表明し、水面下では激しい研究開発が始まっている。
ブタノールは長い歴史を持つ“発酵アルコール”である。20世紀初頭、ハイム・ワイツマンによりClostridium acetobutylicumを用いた発酵法による工業生産が開始された。これが、糖を原料とし、ブタノール:アセトン:エタノールを6:3:1で生成するABE発酵である。ABE発酵は第1次大戦時に大規模に実施され、火薬製造 (アセトン) や航空機燃料 (ブタノール) に使用されたが、1950年代の石油化学の登場により衰退していった。しかし近年、ブタノールの持つ優れた特性より、バイオ燃料としてあらためて見直されてきた経緯がある。
エタノールは水への溶解性が極めて高いため、金属の腐食性を示し、既存のパイプラインを使った輸送が困難である。また、水を含んだエタノールをガソリンと混合した際、相分離が起こり問題となる。これに対しブタノールは、エタノールと比較して水へ溶解性が低く (77 g/L)、前述のような問題を生じ難いと考えられる。さらに、ブタノールについては、軽油と混合してディーゼルエンジンに使えることがエタノールにはない特色である。ディーゼル燃料特性として重要なセタン価が低下するなどの面もあるものの、現在ディーゼル燃料に混合しての燃焼試験などが行なわれている。植物油由来のバイオディーゼルの使用には、原料となるパームヤシなどのプランテーション拡大による熱帯森林破壊の懸念もあり、こうした点からもソフトバイオマスを原料としたブタノール製造への期待は高い。
5-1 ブタノール製造法の現状およびRITEの取り組み状況
ブタノールの実生産に向けた研究では、Clostridium beijerinckiiが生産種としてよく用いられており、イリノイ大やアメリカ農務省のグループを中心として開発が行われている。イリノイ大のグループが分離したC. beijerinckii BA101は、約20 g/Lのブタノールを生成し、Clostridium属の中でも高濃度のブタノールを生成することが知られている15)。本株を用いたプロセス検討では、生成したブタノールによる生育阻害を軽減するために、ガスストリッピング法や16)、パーベーパレーション法17) によりブタノールを回収する生産方法を用いることにより、生産性が向上されている。しかし未だ生産性は低く (約1 g/L/h)、また低収率 (アセトン副生) などの問題も残っており、今後の燃料用としての実用利用に向けて改善すべき課題は多い。
このため、経済性あるバイオブタノール製造法確立へ向けて、ABE生成機能を担う代謝システム遺伝子を、工業的に優位な微生物種に組み込んでしまおうとする研究が、現在多くの研究チームにより挑戦されている。2008年に、われわれRITEおよびUCLAのJ. C. Liaoの研究グループにより、大腸菌によるバイオブタノール生成に成功したことが発表された18-20)。引き続きRITEでは、革新的製法の確立に向けて全力で研究に取り組んでいるところである。
文献
1) International Energy Agency: http://www.iea.org/Textbase/publications/free_new_Desc.asp?PUBS_ID=1262 (2004).
2) Department of Energy, USA: http://www.energy.gov/news/4827.html (2007).
3) Environmental Protection Agency: http://www.epa.gov/otaq/renewablefuels/420f07035.html (2007).
4) Fargione, J., Hill, J., Tilman, D., Polasky, S., Hawthorne, P.: Science, 319, 1235 (2008).
5) Searchinger, T., Heimlich, R., Houghton, R. A., Dong, F., Elobeid, A., Fabiosa, J., Tokgoz, S., Hayes, D., Yu, T. H.: Science, 319, 1238 (2008).
6) Dien, B. S., Cotta, M. A., Jeffries, T. W.: Appl. Microbiol. Biotechnol., 63, 258 (2003).
7) Inui, M., Kawaguchi, H., Murakami, S., Vertes, A. A., Yukawa, H.: J. Mol. Microbiol. Biotechnol., 8, 243 (2004).
8) Inui, M., Murakami, S., Okino, S., Kawaguchi, H., Vertes, A. A., Yukawa, H.: J. Mol. Microbiol. Biotechnol., 7, 182 (2004).
9) Okino, S., Inui, M., Yukawa, H.: Appl. Microbiol. Biotechnol., 68, 475 (2005).
10) Kawaguchi, H., Sasaki, M., Vertes, A. A., Inui, M., Yukawa, H.: Appl. Microbiol. Biotechnol., 77, 1053 (2008).
11) Kawaguchi, H., Vertes, A. A., Okino, S., Inui, M., Yukawa, H.: Appl. Environ. Microbiol., 72, 3418 (2006).
12) Sakai, S., Tsuchida, Y., Nakamoto, H., Okino, S., Ichihashi, O., Kawaguchi, H., Watanabe, T., Inui, M., Yukawa, H.: Appl. Environ. Microbiol., 73, 2349 (2007).
13) Yukawa, H., Omumasaba, C. A., Nonaka, H., Kos, P., Okai, N., Suzuki, N., Suda, M., Tsuge, Y., Watanabe, J., Ikeda, Y., Vertes, A. A., Inui, M.: Microbiology, 153, 1042 (2007).
14) Vertes, A. A., Inui, M., Yukawa, H.: Appl. Environ. Microbiol., 71, 7633 (2005).
15) Formanek, J., Mackie, R., Blaschek, H. P.: Appl. Environ. Microbiol., 63, 2306 (1997).
16) Ezeji, T. C., Qureshi, N., Blaschek, H. P.: Appl. Microbiol. Biotechnol., 63, 653 (2004).
17) Qureshi, N., Blaschek, H. P.: Biotechnol. Prog., 15, 594 (1999).
18) Inui, M., Suda, M., Kimura, S., Yasuda, K., Suzuki, H., Toda, H., Yamamoto, S., Okino, S., Suzuki, N., Ukawa, H.: Appl. Microbiol. Biotechnol., 77, 1305 (2008).
19) Atsumi, S., Cann, A. F., Connor, M. R., Shen, C. R., Smith, K. M., Brynildsen, M. P., Chou, K. J., Hanai, T., Liao, J. C.: Metab Eng, in press (2008).
20) Atsumi, S., Hanai, T., Liao, J. C.: Nature, 451, 86 (2008).
![]()